您现在的位置是:首页 > PLC技术 > PLC技术
关断延时定时器TOF指令
![]() 来源:艾特贸易2017-10-11
来源:艾特贸易2017-10-11
简介TOF 为“关断延时”定时器指令。该指令有 IN 、 PT 、 ET 和 Q 等参数,当输入 IN 的逻辑运算结果 ( RLO) 从“ 0 ”变为“ 1 ”(信号上升沿)时,输出 Q 变为“ 1 ”;当输入 IN 处的信号状
TOF为“关断延时”定时器指令。该指令有IN、PT、ET和Q等参数,当输入IN的逻辑运算结果( RLO)从“0”变为“1”(信号上升沿)时,输出Q变为“1”;当输入IN处的信号状态变回“0”时,开始计时,计时时间由预设时间参数PT设定;当计时时间到达后,输出Q变为“0”。如果输入IN的信号状态在计时结束之前再次变为“1”,则复位定时器,而输出Q的信号状态仍将为“1”。
可以在ET输出查询当前的时间值。时间值从T#0s开始,达到PT时间值时结束。当持续时间PT计时结束后,在输入IN变回“1”之前,ET输出仍保持置位为当前值。在持续时间PT计时结束之前,如果输入IN的信号状态切换为“1”,则将ET输出复位为值T#0s。
“关断延时”定时器指令的时序图如图5-74所示。
每次调用“关断延时”指令,必须将其分配给存储指令数据的IEC定时器。只有在调用指令且每次都会访问输出Q或ET时,才更新指令数据。
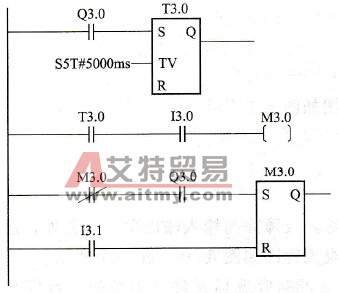
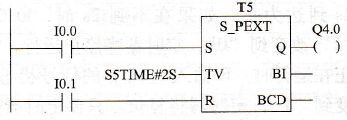
在自动灌装生产线手动模式控制中,为防止电动机正、反转频繁切换造成负载变化太大,电动机正、反向切换之间要有时间限制,切换时间间隔要在2s以上。即点动电动机正转停下来2s后点动反转才有效;点动电动机反转停下来2s后点动正转才有效。对于这项控制功能,可以使用“关断延时”定时器指令,程序如图5-75所示。

图5-74 “关断延时”指令的时序图

图5-75 使用“关断延时”指令实现点动换向功能

点击排行
 PLC编程的基本规则
PLC编程的基本规则