您现在的位置是:首页 > 变频技术 > 变频技术
注塑机变频控制原理
![]() 来源:艾特贸易2018-04-11
来源:艾特贸易2018-04-11
简介注塑机一般采用专为注塑机设计的专用变频器,它采用多端输入信号控制,其控制示意图如图 6-19 所示。以比例压力、流量信号作为主输入信号,另外几路动作阀(如:注射保压、熔胶
注塑机一般采用专为注塑机设计的专用变频器,它采用多端输入信号控制,其控制示意图如图6-19所示。以比例压力、流量信号作为主输入信号,另外几路动作阀(如:注射保压、熔胶)作为辅助输入信号,当注塑机执行到某一过程时PLC发出相应的辅助信号给变频器,变频器相应地改变输出频率,提高或降低液压泵的转速,自动补偿负载的变化。当某一个动作工作压力出现不足时,可以单独调整而不影响其他工况,使电动机在整个负载变化范围内的能量消耗达到最小,并确保电动机平稳、精确地运行。

图6-19 注塑机控制示意图
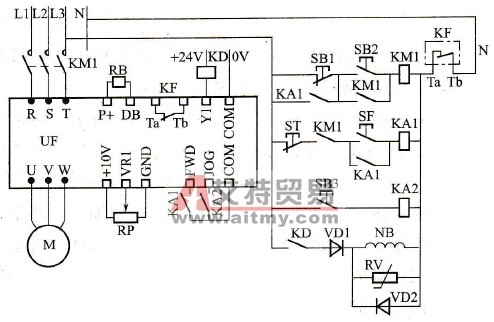
注塑机变频器电气控制原理图如图6-20所示。由图可知,工频与变频用SA及KM3、KM1进行电器切换及互锁,确保工频与变频运行不能同时进行,保护系统安全运行;当选择开关SA在中间位置,即在0档时,电路不工作;SA转至左边,即在1档时,KM1得电(变频运行指示灯HL2亮),其动合辅助触点先断开,切断工频控制回路。KM1动断辅助触点后闭合,KM2得电吸合。KM1、KM2主触点先后闭合,接通变频器主电路。此时如果有运行信号(FWD - COM闭合),变频器运行,注塑机开始工作。变频器根据注塑机控制系统给出的压力及流量信号,经内部处理后,输出不同的频率,调节电动机转速,即:输出频率与压力和流量同步自动跟踪控制,故可以大大减轻合模、开模的振动,减少机械故障,延长机器使用寿命,提高产品质量。

图6-20 注塑机变频器电气控制原理图
当变频器检测有异常时,30C、30B断开,切断变频器输出回路。30A、30B闭合,故障指示灯HL1亮。排除故障后,按变频器故障复位键后,既可继续工作。如故障不能及时排除,可将SA转换至右边,工频运行,以确保变频器出现异常时,不影响生产。
(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)