您现在的位置是:首页 > 变频技术 > 变频技术
三菱FR-V240E变频器在煮漂机上的应用
![]() 来源:艾特贸易2018-06-04
来源:艾特贸易2018-06-04
简介一、煮漂机设备概况 煮漂机是印染工业的重要设备之一,其中蒸箱机的传动控制比较复杂,旧系统一般是采用多直流电动机的同步传动 = 蒸箱的结构示意图如图 13-20 所示。图巾有 5 台
一、煮漂机设备概况
煮漂机是印染工业的重要设备之一,其中蒸箱机的传动控制比较复杂,旧系统一般是采用多直流电动机的同步传动=蒸箱的结构示意图如图13-20所示。图巾有5台直流电动机,分别是主速电动机、喂给电动机、追随电动机、第1滚筒电机、第2滚筒电机;有两个调节张力用的机械升降滚筒。

图13-20 蒸箱的结构示意图
该系统的检测部件主要有:直流电动机的速度检测、升降滚筒的位置检测、滚筒上的布径检测以及各种电气量检测等。该系统的外部设定装置有:主车速度设定,第1、第2滚筒张力设定。通过上述设定,满足特定的生产工艺要求。
其电路系统的控制框图如图13-21所示。该机的原控制系统全部用模拟电子线路构成,且有很多中间继电器,调试、维修都非常困难。

图13-21 电路系统的控制框图
蒸箱的工艺过程特点是:当第1滚筒处于卷取状态,应进行速度控制,则第2滚筒处于卷放状态,应进行张力控制。而当第2滚筒为速度控制时,第1滚筒应转为张力控制。正确处理这两种控制方式是成功设计本工程的关键。
二、采用变频器改造旧系统
新系统采用PLC替代原先的继电接触器控制电路,采用矢量控制变频器替代直流调速系统。PLC选用日本三菱ADS系列,该产品采用模块式,组合灵活,扩充容量方便。设第1滚筒为速度控制(卷取)、第2滚筒为张力控制时控制框图如图13-22所示。

图13-22 PLC控制框图
vm-主速设定;d1-升降滚筒1的位置;d2-升降滚筒2的位置;F-张力控制设定;
n1-第1滚筒电机转速;n2-第2滚筒电机转速;ns-追随电机转速;Φ1-第1滚筒的布直径;
Φ2-第2滚筒的布直径;Φ3-追随滚筒直径
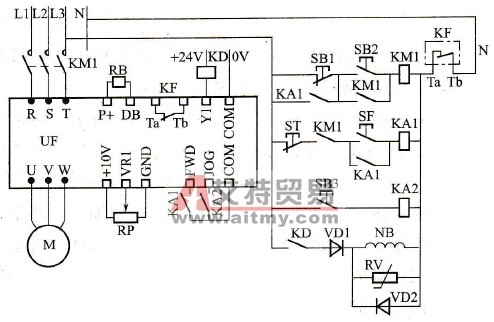
变频器则选用日本三菱FR-V240E系列产品,该变频器具有闭环矢量控制功能,调速比为1:1000,在1~1000 r/min范围内能保持100%的恒力矩,完全达到原来直流调速的技术指标。在滚筒速度控制时,接变频器的端子2;当张力控制时,则用变频器的端子3进行控制。考虑到滚筒既会工作在电动状态的第3象限,又可能工作于能耗制动状态的第2象限,故滚筒变频器必须配置外接的制动单元FR-BU。图13-23为变频器的端子接线图。

图13-23 变频器的端子接线图
三、应用变频器改造的效果
经过1年时间的运行表明,新系统运行稳定,调试维修方便,煮漂后的布质好,深受操作工人的好评。通过此次改造证明,在染整行业用交流调速的变频系统代替直流拖动系统是可行的。
(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)