您现在的位置是:首页 > PLC技术 > PLC技术
工厂传送带自动顺序起动逆序停止PLC控制程序
![]() 来源:艾特贸易2018-01-31
来源:艾特贸易2018-01-31
简介如图 7-28 所示为某工厂物料传送带运输机的工作示意图,每条传送带均由一台三相交流异步电动机拖动运转,对于这三条传送带运输机的工作要求是: (1) 起动顺序为 1 号、 2 号、 3 号
如图7-28所示为某工厂物料传送带运输机的工作示意图,每条传送带均由一台三相交流异步电动机拖动运转,对于这三条传送带运输机的工作要求是:
(1)起动顺序为1号、2号、3号,即要求顺序起动(具体要求为按下起动按钮SB1后起动1#,间隔10s之后自动起动2#,再间隔10s之后自动起动3#),以防止货物在传送带上堆积,传送带起动之后要求点亮绿灯闪烁指示设备正在运行工作中(闪烁规律要求为亮1s,灭1s,如此循环)。
(2)停止顺序为3号、2号、1号,即要求逆序停止(具体要求为按下停止按钮SB0过15s后停止3#运转,间隔15s后停止2#运转,再间隔15s后停止3#运转),以保证停车后传动带上不残留货物。
(3)当1号或2号出现故障而停止时,3号要求能随即停止,以免继续进料,同时起动红灯快速闪烁报警(闪烁规律为亮0.5s,灭0.5s,如此循环,直至故障排除)。

图7-28 物料传送带运输机工作示意图
一、任务分析
该控制任务中所要用到的向PLC输入端口提供指令信号的输入设备有停止按钮SB0,起动按钮SB1以及三台拖动传送带的三相交流异步电动机的过载保护用热继电器的辅助触头FR1、FR2、FR3。需要由PLC输出端口控制的有以下执行元件有:控制1#传送带拖动机的交流接触器KM1、控制2#传送带拖动机的交流接触器KM2、控制3#传送带拖动机的交流接触器KM3。
二、I/O配置
根据上述任务分析中的输入设备和输出设备进行PLC端口配置,如表7-14所示。
表7-14 PLC控制物料传送带运输机系统的I/O配置表

三、绘制系统接线图
根据表7-13所列的I/O地址绘制出PLC的I/O接线图如图7-29所示。

图7-29 物料传送带运输机PLC接线图
四、编制控制程序
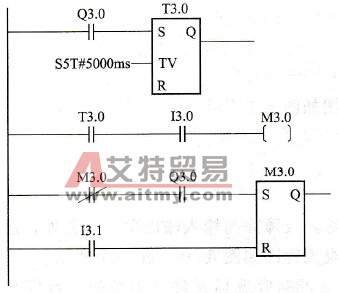
根据上述任务的I/O分配表以及PLC外围接线图编制的梯形图控制程序如图7-30所示。

图7-30 物料传送带自动顺序起动逆序停止控制程序
(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)

点击排行
 PLC编程的基本规则
PLC编程的基本规则